如果你想要更深入地了解我们的螺旋管焊管实力厂商产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:宁波慈溪螺旋管焊管实力厂商的图文介绍
自聚力群达金属材料(宁波市慈溪县分公司)创建以来,就确定了自己的经营方阵,以成熟可靠的技术,诚实严谨的态度,丰富精湛的工程经验,向客户提供优质、性价比高的 钢梁工字钢产品与服务,帮客户增长效益、价值。本着“以人为本,以质取胜”的服务理念,积j i借鉴并急用当今国内外成果,不断吸收有能力工程技术人员,凭借“待人实在、工作实干、讲求实绩”的工作作风,公司 钢梁工字钢产品及服务得到社会广泛好评,公司品牌形象也不也不断。


做抗拉实验一方面查验了原材料的质量,另一方面关于自已出产的螺旋管也有了确保,现在有些原材料供货商拼价格,导致质量大幅下滑,直接导致螺旋钢管的质量不保,更影响公司的名誉,所以出产厂家必需要测一测,试一试。
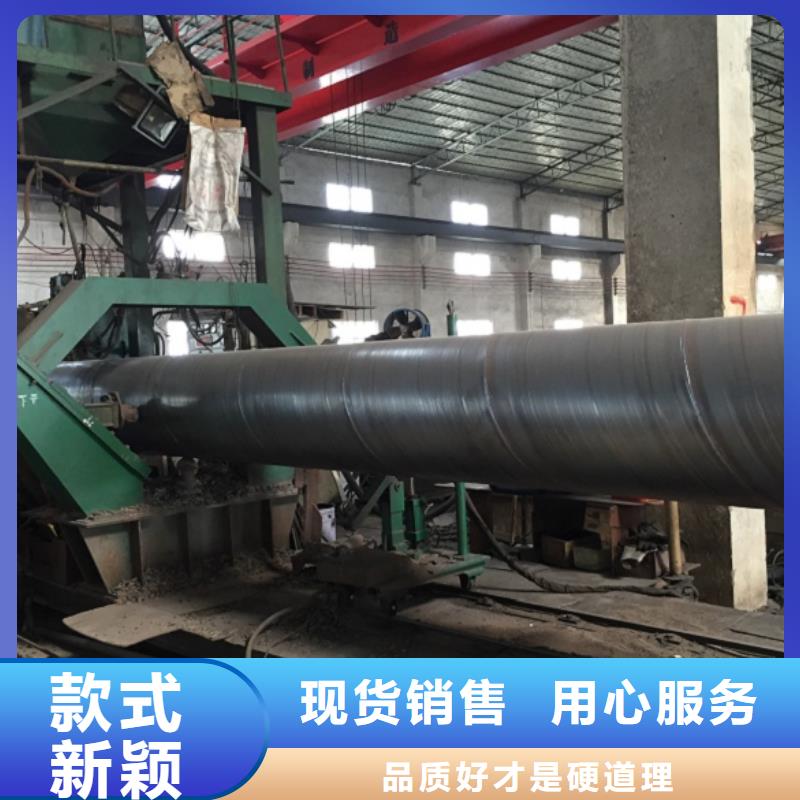
一般小口径钢管(是指从219-529)适用于带钢宽度在300-550之间,宽度大了出产粘结度不行,并且螺旋钢管外观不美观,宽度窄了,螺旋钢管成型难度大,出产出来后螺旋钢管焊缝根本没有视点,快成直角了,关于螺旋钢管口径在529-1000之间的根本用685--1100板宽,关于螺旋钢管口径在1500以上,必须用卷板。


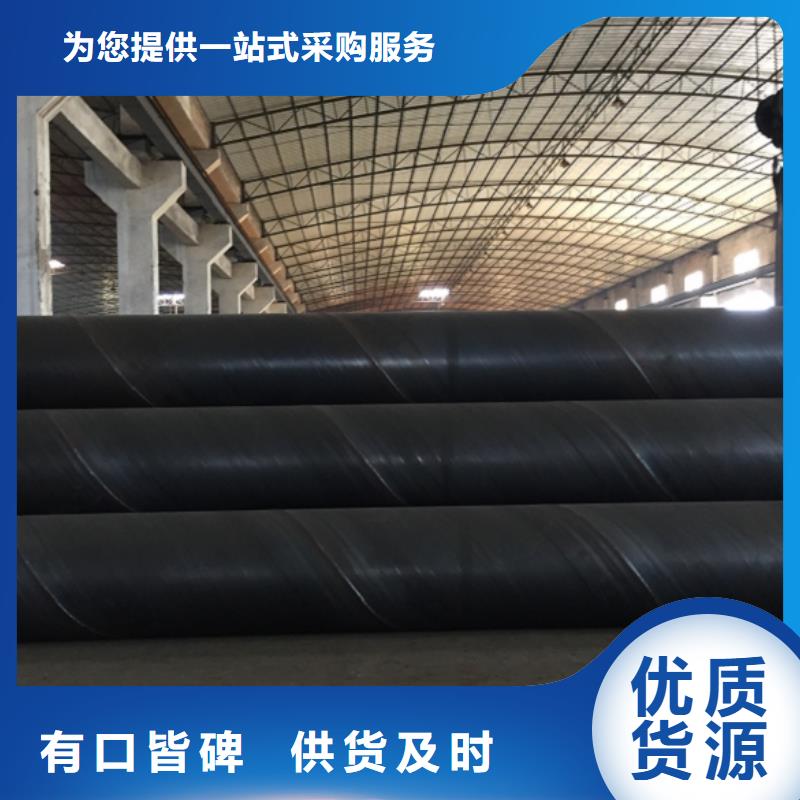
还要留意螺旋管的外表是不是遭到损坏,假如是拉丝管,外表少了一防层锈膜也是容易生锈的,而亮光管要防止外表被划伤。
螺旋钢管常常淋雨会不会生锈,要看你选的是哪种外表,还有你的使用环境。当然还与你采购的板材的原料有关,其中304和316原料的板材的耐腐蚀功能较好,主张沿海地区的用户可以挑选304材质螺旋钢管。
螺旋钢管产品除了平时的清水冲洗外或滑石粉擦洗表面,每年通常要进行一至二次的定期清洗
环境条件比较恶劣的地方,每年需要清洗三至四次,在潮湿的环境条件下会造成对螺旋钢管的污染;任何含氯化物的混凝土或砂浆的排放物都应立即除掉。









 扫一扫
扫一扫